
FEED Study Introduction
The US Department of Energy (DOE), through its Office of Fossil Energy and Carbon Management (FECM) has funded several Front-End Engineering and Design (FEED) studies for retrofitting existing fossil fuel power plants with carbon capture technology. These comprehensive studies are publicly available on the US DOE Office of Scientific and Technical Information (OSTI) website as part of the knowledge sharing requirements associated with the funding.
This study is our effort to help stakeholders quickly understand the key findings in lengthy reports highlighting methodologies, and unique design aspects that could shape future carbon capture plant designs. Our objective is to highlight the most relevant sections of each study.
Solid Sorbent Post-Combustion Capture
Overview
This pre-FEED study, conducted by Linde Inc. in collaboration with Svante Inc. and Kiewit Engineering Group Inc., examines adding a post-combustion carbon capture facility to an existing Linde steam methane reforming (SMR) hydrogen plant on the US Gulf Coast. For this study, auxiliary boilers are used to provide the required steam for the capture process. The study focuses on using Svante’s VeloxoTherm™ solid sorbent technology to capture the carbon dioxide (CO2) from the combined flue gas of the SMR and auxiliary boilers, with a design target of reducing CO2 emissions from the SMR by 90%.
FEED study link: Engineering Study of Svante’s Solid Sorbent Post-Combustion CO2 Capture Technology at a Linde Steam Methane Reforming H2 Plant
Total CO2 captured: 1.436 MM tonnes/yr
Total As-Spent CAPEX ($MM USD in 2023): $512MM – $656MM, depending on the design configuration
Objective
This summary highlights the unique design and planning aspects of this FEED study, which include:
- Use of Svante’s VeloxoTherm™ solid sorbent capture technology
- Evaluation of CO2 purification via cryogenic distillation and catalytic oxidation
- Optimization of energy consumption through steam recovery and heat integration
- Environmental, health, and safety assessment and hazard identification review
- Findings from the techno-economic assessment
Use of Svante’s VeloxoTherm™ Solid Sorbent Capture Technology
What is it:
Svante’s VeloxoTherm™ technology is a solid sorbent-based system designed for post-combustion carbon capture. Instead of using liquid solvents, this system uses structured adsorbent beds made from CALF-20, a metal-organic framework, which are stacked inside a rotary adsorption machine (RAM). Adsorption and regeneration occur in this machine as it rotates through different zones.
Svante has designed two carbon capture machines using this technology:
- URSA 1000: Designed to capture 500 tonnes of CO2 per day.
- URSA 2000: Designed to capture 2000 tonnes of CO2 per day.
In this Study:
This pre-FEED study integrates two URSA 2000 RAM units operating in parallel to treat the combined flue gas streams from the SMR hydrogen plant and three new auxiliary boilers. The three auxiliary boilers were included in the design to provide operational flexibility and to ensure sufficient steam was available for sorbent regeneration.
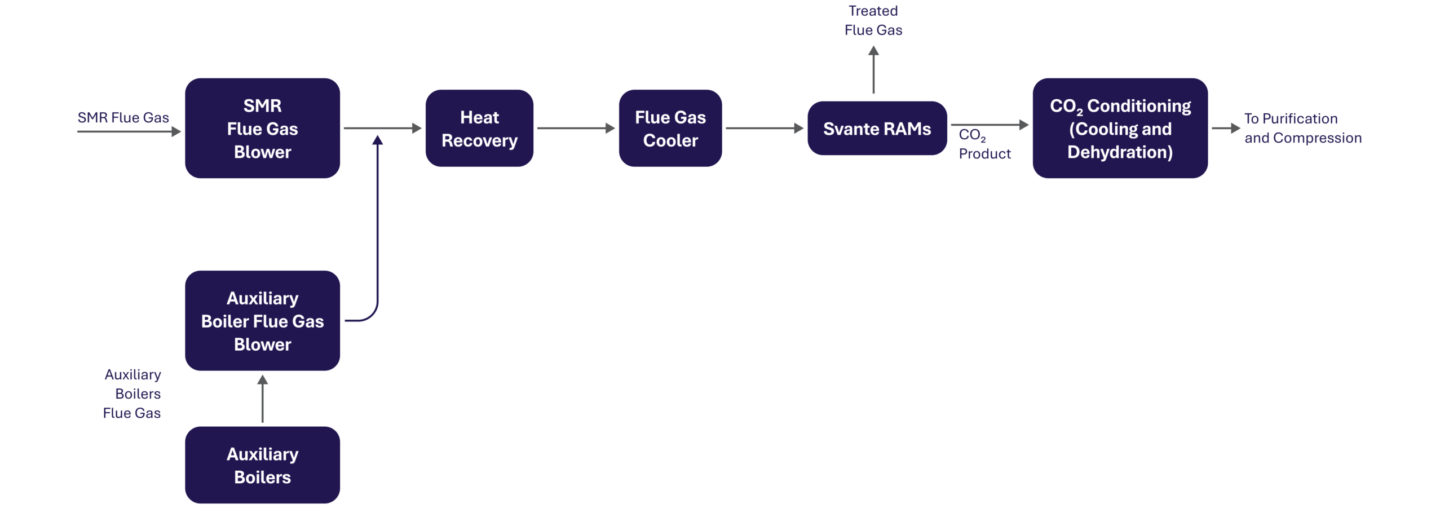
In this process, flue gas from the auxiliary boilers is sent into a flue gas duct downstream of a new SMR flue gas blower. An isolation damper located downstream of the SMR prevents backflow into the SMR, while allowing the existing stack to remain open to the atmosphere. The combined flue gas stream first passes through heat recovery units and is then treated and cooled in a direct contact cooler (DCC) prior to entering the Svante RAM units.
When the flue gas enters the Svante RAM units, the CO2 is selectively adsorbed onto the CALF-20 sorbent. This sorbent was selected for its high CO2 adsorption capacity, its high water tolerance, and resistance to flue gas impurities like sulfur oxides (SOx) and nitrogen oxides (NOx). Low-pressure steam from the auxiliary boilers is used to regenerate the sorbent, releasing concentrated CO2 which is then cooled and dehydrated before being sent to the purification and compression system. The remaining flue gas containing mainly nitrogen (N2), oxygen (O2), and water is exhausted through a vent stack.
The RAM operation enables continuous capture and regeneration without interrupting flue gas flow. The plant was designed with a 10% margin on flow rate. A simplified block flow diagram of the process is included below.
Key performance highlights for Svante’s VeloxoTherm™ solid sorbent capture technology are outlined below.
| Description | |
|---|---|
| Energy Use | Steam-to-CO2 ratio of ~1.22 kg steam/kg CO2, with opportunities for further optimization through heat recovery |
| CO2 Capture Rate | ~92% from combined flue gases, achieving 90% Scope 1 emissions reduction from the SMR |
| CO2 Purity | >95% with purification using catalytic oxidation and up to 99.9% with cryogenic distillation |
| Adsorbent Durability | CALF-20 demonstrates strong resistance to moisture and contaminants, with a projected lifetime of 5 years |
Additional information:
Solid sorbent systems like VeloxoTherm™ offer several advantages over other capture technologies such as:
- Lower environmental risk as there are no solvent emissions, volatile organic compounds (VOC), or degradation byproducts.
- Reduced corrosion and material compatibility issues.
- Potential for modular design and easier scale-up for large industrial applications.
- Filter material is designed for replacement every 5 years. The waste is non-hazardous and may be landfilled. Lab testing of recycling methods is being conducted.
Evaluation of CO2 Purification via Cryogenic Distillation and Catalytic Oxidation
What is it:
After CO2 is captured from flue gas, it must be purified to meet the set pipeline and storage specifications. The two purification methods evaluated in this study were:
- Cryogenic Distillation (Base Case Scenario): This process cools and liquefies the CO2 stream and then separates impurities through distillation. This process can achieve extremely high purity levels (>99.9% CO2) with very low oxygen content (<10 parts per million (ppm)), making it suitable for stringent CO2 product specifications.
- Catalytic Oxidation (Catox Scenario): This method uses a catalytic reactor to remove oxygen by reacting it with hydrogen. By operating at moderate temperatures, this process does not require refrigeration systems, reducing complexity and energy consumption when compared to cryogenic distillation.
In this study:
In the base case scenario, cryogenic distillation occurs downstream of the RAM units. The captured CO2 is first compressed and then cooled to its liquefaction temperature using ammonia as a refrigerant. The liquified CO2 is then purified in a distillation column before being reheated and compressed to the required pipeline pressure. Vent gas from the distillation column is warmed and processed in a pressure swing adsorption (PSA) unit to maximize overall CO2 recovery. While this process results in highly pure CO2 stream, it requires significant refrigeration and electricity. To learn more about the cryogenic distillation system, refer to Cryogenic Carbon Capture Technology Overview.
The Catox scenario simplifies the purification process by replacing the distillation column with a catalytic oxidation skid downstream of the RAM units. The captured CO2 is compressed, preheated, and sent through a Catox reactor. The reaction between injected hydrogen and the CO2 reduces oxygen content to less than 10 ppm. The CO2 stream is then cooled, dehydrated, and compressed to the required pipeline pressure. By eliminating the need for a refrigeration compressor and vent gas PSA system, this approach simplifies the overall process and reduces energy demand.
Key differences observed between these purification methods are:
- CO2 Purity: The cryogenic base case scenario achieved >99.9% CO2 purity, while the Catox scenario achieved >95% CO2 purity, meeting most pipeline specifications.
- Energy Use: The Catox scenario reduced power consumption by ~15% compared to the base case scenario, primarily due to the elimination of refrigeration equipment and the vent-gas PSA system.
- CAPEX Impact: The Catox scenario lowered capital costs by 17% and operating costs by 8%, relative to the base case scenario.
Additional information:
While cryogenic distillation remains the standard for high purity CO2 product streams, catalytic oxidation offers a cost-effective alternative for applications where slightly lower purity is acceptable and hydrogen is readily available. Ultimately, the choice between these purification methods depends on project economics, utility availability, site-specific constraints, and the requirements of downstream CO2 transportation, utilization, or storage requirements.
Optimization of Energy Consumption Through Steam Recovery and Heat Integration
What is it:
Carbon capture systems require significant thermal energy for sorbent regeneration and CO2 purification. Traditionally, this energy is generated by auxiliary boilers burning natural gas, which increases operating costs and contributes to additional emissions. Steam recovery and heat integration opportunities aim to reduce this dependency by reusing waste heat and optimizing steam flows within the plant. This approach improves efficiency, lowers fuel consumption, and reduces the overall cost per tonne of CO2 captured.
In this study:
This optimization study assessed ways to improve the thermal efficiency of the Catox scenario. Several opportunities were identified to recover steam from the SMR hydrogen plant and redistribute heat within the carbon capture system. Key strategies included:
- Recovering excess steam from SMR process units to meet the RAM adsorbent regeneration needs.
- Integrating heat exchangers to capture low-grade heat from CO2 compression and purification systems to generate steam for RAM adsorbent regeneration.
Results from the optimization study showed:
- There was a 25% reduction in steam demand from the auxiliary boilers, reducing the number of required boilers from three to two. This reduction also lowered CO2 emissions from the auxiliary boilers, enabling a smaller capture plant design.
- Natural gas consumption in the auxiliary boilers was reduced compared to the base case.
- Cooling water demand, and therefore the capacity of the cooling tower and water circulation pumps, was reduced by 25%, driven mainly by lower cooling loads in the CO2 compression train.
- CO2 compression power increased due to the elimination of some intercoolers.
- Capital costs were reduced by 6% from the Catox case.
Additional information:
Steam recovery and heat integration are critical for large-scale carbon capture projects. They not only improve economics but also reduce Scope 2 emissions. Future improvements may include heat exchanger networks and dynamic modeling to maximize energy recovery.
Environmental, Health, and Safety Assessment and Hazard Identification Review
What is it:
An Environmental, Health, and Safety (EH&S) assessment is a systematic review of potential project impacts on workers, the surrounding community, and the environment. It evaluates whether a new facility or technology introduces risks such as emissions, chemical exposure, equipment failures, or environmental disturbances.
A Hazard Identification (HAZID) review is an early-stage safety study used in engineering projects. During these reviews, a multidisciplinary team examines the full process design, including equipment, layout, and operating conditions, to identify credible hazards and ensure that safeguards are built into the design before construction begins. HAZID sessions help organizations prevent accidents, protect personnel, and support regulatory compliance.
In this study:
The project team conducted a full EH&S assessment and a formal HAZID workshop to evaluate the integration of Svante’s VeloxoTherm™ RAM units, CO2 purification systems, compression equipment, and supporting utilities. Key focus areas included:
- Worker safety: Assessment of potential hazards associated with high-temperature equipment, rotating machinery, steam systems, and pressurized CO2 lines.
- Air emissions: Review of emissions sources, including capture plant venting, auxiliary boiler emissions, and emissions impacts from catalytic oxidation or cryogenic purification systems.
- Material handling: Assessment of CALF-20 sorbent handling practices, including sorbent stability, storage procedures, and maintenance access for RAM units.
- Process hazards: Identification of risks such as equipment over pressurization, steam system leaks, rotating equipment failures, and potential oxygen ingress during CO2 purification.
The assessment concluded that no major hazards were present beyond those typically encountered in industrial gas processing facilities, and no “high potential” risks requiring immediate attention were identified. All identified risks can be effectively mitigated through standard engineering controls, including properly designed pressure relief systems, appropriate equipment spacing, robust emergency shutdown logic, and routine inspection protocols. The 50 recommendations that were made during this review have either been incorporated into the design or will be addressed during the FEED phase.
While the capture media is not expected to release hazardous chemicals, the auxiliary boilers will generate additional SOx, NOx, carbon monoxide (CO), VOCs, and particulate emissions. Most of the NOx and CO emissions are expected to pass through the capture system and be released to the atmosphere, whereas SOx and ammonia emissions should be reduced through the DCC and capture system. Some particulate matter will be removed in the DCC, but the remainder will pass through the RAM units. Overall, the concentrations of these contaminants released to the atmosphere are expected to remain below the site’s current permitted emission limits. Stack testing will need to be conducted within six months of project start-up to verify these estimates.
Additional information:
Conducting EH&S and HAZID reviews early in project development is essential for minimizing risk and guiding design decisions. These assessments help to validate the safe integration of new technologies into existing facilities, as well as identify cost-effective safeguards before construction, avoiding expensive redesigns later in the project. Overall, the EH&S and HAZID findings reinforce that the proposed carbon capture system is safe, manageable, and aligned with industry best practices.
Findings from the Techno-Economic Assessment
What is it:
A techno-economic analysis (TEA) combines engineering principles with economic modelling to estimate a project’s costs and potential revenue. Its primary goal is to assess the commercial viability of a technology while also identifying key factors that can impact a project’s profitability, enabling more informed decision-making from the start.
CCS projects typically benchmark performance and cost using both project-specific data and standardized reference cases, such as those developed by the National Energy Technology Laboratory (NETL). NETL cases provide a consistent framework for comparing technologies and projects, and they are widely used in other industry and government-funded studies.
In addition, TEA considers how external financial mechanisms can affect a project’s feasibility. Public policies such as grants, low-interest loans, loan guarantees, increased carbon capture tax credits, and inflation-indexed credit values are all factors that could significantly influence project economics.
In this study:
The project team modified NETL’s methodology to calculate the levelized cost of capture for the base, Catox, and energy optimization cases. Using a 15-year project life with 100% equity financing, the costs of capture for the three cases, including transportation and storage, in 2023 USD, are:
| Case | $/tonne CO2 Captured | $/tonne Scope 1 CO2 Reduced |
|---|---|---|
| Base | 146.3 | 180.6 |
| Catox | 127.5 | 157.7 |
| Energy Optimization | 123.6 | 145.7 |
The main source of revenue for the carbon capture plant will be the 45Q tax credit, which provides a pre-tax credit of $85 per tonne for 12 years. Under an alternative financing structure, the project team estimates that this capture project could become economically viable at approximately $100 per tonne of CO2 captured. Based on the current cost estimates, significant reductions in both capital and operating expenses are required for the project to break even. To help close this gap, Svante is exploring ways to lower the cost of auxiliary equipment, including the regeneration air system and duct work.
Additional information:
While the 45Q tax credit is based on the actual tonnes of CO2 captured, the project team also calculated the total CO2 reductions for each case, including Scope 2 and Scope 3 emissions. While the Scope 1 emissions from the SMR are reduced by 90%, the total carbon intensity of the system is reduced by 71% in the energy optimization case.
The CCUS Insight Accelerator (CCUSIA) is a partnership between the Government of Alberta and the International CCS Knowledge Centre to accelerate and de-risk CCUS by sharing knowledge and developing insights from projects.